粉末冶金零件的大小和形狀的設計

作者:翔宇粉末冶金制品
發布時間:2016-12-16 00:00:00
來源:本站 閱讀數量:1194次 點贊數量:1477次
? 粉末冶金制品對比其他工藝,在批量生產的情況下,成本節約的優勢是非常明顯的,但是很多客戶并不知道該如何設計粉末冶金零件,下面我們將簡單的介紹下粉末冶金零件該如何設計可以做到更節約成本。
? 由金屬粉末用壓制/燒結工藝生產結構零件時,為得到令人滿意的材料密度與力學性能,零件都是在給定的壓力下壓制成形的,因此實際零件的大尺寸主要受控于所用壓機的能力。大多數壓制成形的粉末冶金零件投影面積為3. 23 ~16100mm2,在壓制方向的長度為0. 8~152mm2。在壓制方向較長的零件,沿零件長度的密度是不同的。

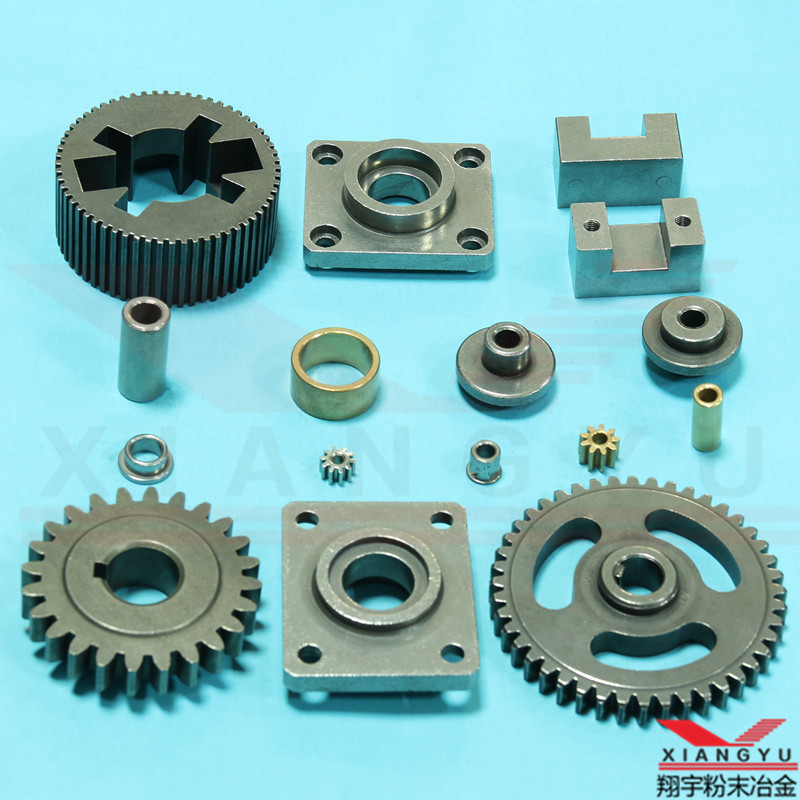
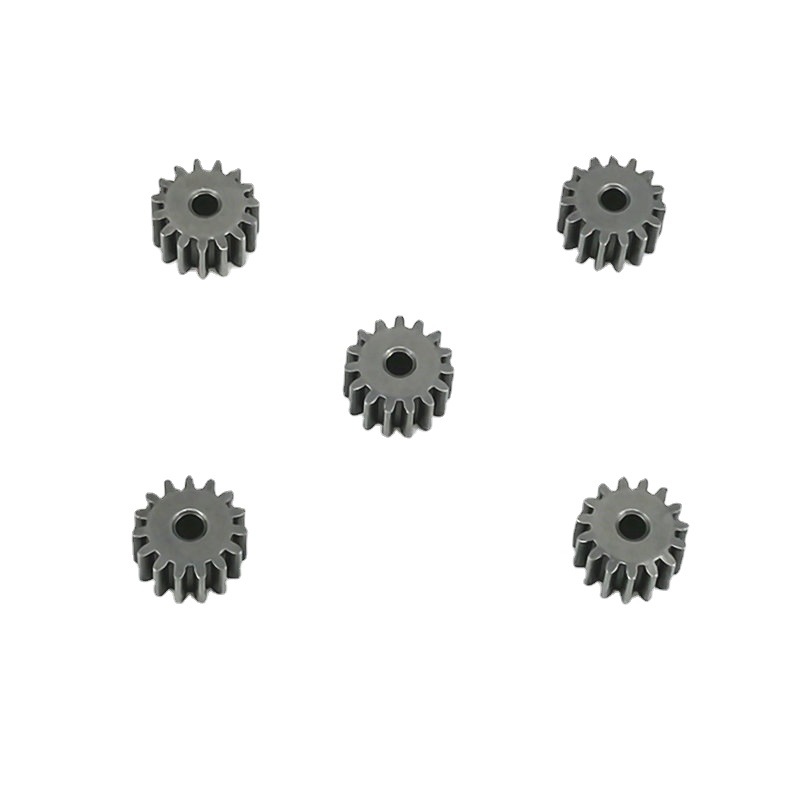
? 用粉末冶金工藝容易制作的形狀是在壓制方向尺寸相同者,齒輪、具有凹凸狀者皆屬于這一類。在壓制方向有通孔的零件,孔都是用芯棒成形的。一般來說,制作圓孔經濟,因為它們可用圓芯棒成形。但是制作其他形狀的孔,必須增加模具的制作費用。

經濟的粉末冶金零件,壓制方向尺寸零件相同的粉末冶金零件

帶鍵與鍵槽的粉末冶金零件都很容易壓制成形
? 用模具成形多臺面粉末冶金零件時,零件各個臺面都要是由獨立的上、下模沖單獨壓制成形的,為使多臺面零件各處密度均一,模具模沖的壓制動作次數應等于零件成形臺面的數目,倘若模具復雜或制作費用昂貴,為降低模具制造費用和避免產生影響成形零件質量的問題,可減少直接成形的零件臺面數目,剩余的臺面可用切削加工在成形/燒結的零件上加工出來。

在壓制方向有4個臺面的零件,由于壓機動作次數的限制,其中兩個臺面切削加工。
所以,如果能滿足使用需求,建議減少臺階數量
? ?頂面或底面的溝槽若長度不大于零件長度的1/4時,可直接壓制成形,不需要單獨模沖壓制成形,否則,就必須用多模沖動作壓制成型,如圖3-4所示。若零件端面與底面的凸臺高度不大于零件總長度的15%時,可直接壓制成形,不需用單獨模沖壓制形。這些結構零件上的溝槽與凸臺都是用具有仿形端面的模沖壓制成形的。

零件端面的溝槽必須用多模沖動作壓制成形,因為溝槽深度大于零件總長度的1/4
? ?綜上所述,粉末冶金零件的形狀以及尺寸發生一點改變,所產生的費用也是不一樣,所以,在滿足使用的情況下,盡可能得簡化粉末冶金零件可以降低成本。
翔宇粉末冶金,19年專注粉末冶金加工定制,咨詢熱線:0760-22632802
感覺小編寫得不錯,給小編點個贊吧!
點贊最近更新
-
粉末冶金模具與產品的區別(粉末冶金模具多少錢一套)
時間:09-19 閱讀:168次

-
粉末冶金燒結的四個過程(粉末冶金燒結溫度如何確定)
時間:09-19 閱讀:275次

-
粉末冶金燒結的三個階段(粉末冶金燒結溫度如何確定)
時間:09-17 閱讀:394次
-
粉末冶金銅和鑄造銅的區別(粉末冶金和鑄造的優缺點)
時間:09-16 閱讀:284次

-
銅基粉末冶金如何加工的(銅基金屬粉體材料主要做什么)
時間:09-13 閱讀:136次

-
鐵基粉末冶金件的表面處理(鐵基粉末冶金燒結工藝)
時間:09-13 閱讀:190次

-
304粉末冶金的導熱系數(316l粉末冶金)
時間:09-13 閱讀:216次
-
粉末冶金的粉末金屬(粉末冶金主要成分)
時間:09-13 閱讀:179次

欄目
熱門閱讀
-

粉末冶金精度高嗎?精度可以達到多少?
時間:07-04 閱讀:10239次
-

粉末冶金強度多少?強度不足原因是什么?
時間:09-23 閱讀:7844次
-

粉末冶金與翻砂鑄造的優劣對比
時間:08-25 閱讀:7234次
-

粉末冶金與壓鑄的的優劣對比
時間:08-25 閱讀:6777次
-
粉末冶金與切削加工的優劣對比
時間:11-16 閱讀:6564次
-

粉末冶金強度怎么?為什么還被廣泛應用?
時間:10-29 閱讀:5821次
-

粉末冶金究竟是什么?其特點以及工藝流程怎么樣?立馬為你分享
時間:02-24 閱讀:5765次
-

粉末冶金工藝優缺點分析,一文讀懂
時間:07-08 閱讀:5713次
-

干貨:粉末冶金制品的13種成型技術
時間:12-16 閱讀:4682次
-
粉末冶金與切削加工的優劣對比
時間:11-16 閱讀:3978次