粉末冶金制品的浸油有幾種方式(不銹鋼粉末冶金有哪些注意事項)

作者:翔宇粉末冶金制品
發(fā)布時間:2022-01-11 18:07:03
來源:本站 閱讀數(shù)量:1482次 點贊數(shù)量:1359次
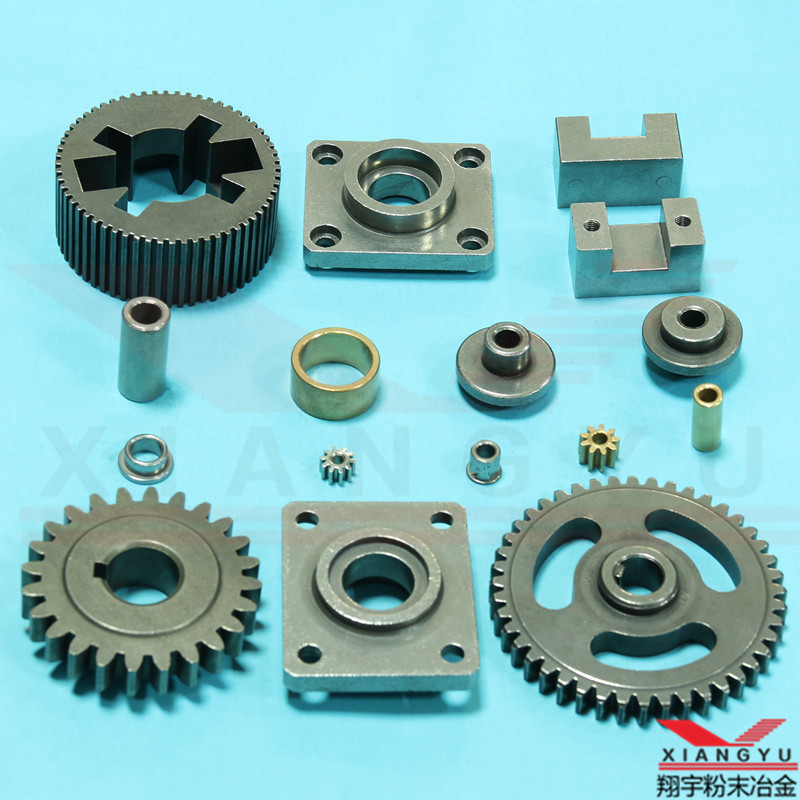
粉末冶金制品的浸油有幾種方式?隨著科技的快速發(fā)展,目前的粉末冶金制品的應(yīng)用范圍十分廣泛,從普通機械制造到精密儀器;從五金工具到大型機械;從電子工業(yè)到電機制造;從民用工業(yè)到軍事工業(yè);從一般技術(shù)到尖端高技術(shù),均能見到粉末冶金工藝的身影。
粉末冶金制品的浸油方式:
加熱浸油:把清除干凈的燒結(jié)制品放入80~120℃熱油中浸泡1小時,由于制品受熱,連通孔隙中的空氣膨脹。
使一部分空氣被排除。冷卻后,剩余部分的空氣又收縮,把油吸入到孔隙中。由于熱油的流動性好,潤滑性高,因而可有更多的油浸入到制品中。該浸油方法效率比普通浸油率高。
真空浸油:把清理干凈的燒結(jié)制品放入真空箱內(nèi),密封抽空至-72毫米Hg,然后向真空箱內(nèi)放入機油,再加熱至80℃,保持20~30分鐘。
由于制品連通孔隙中的空氣被抽出,機油可在10分鐘之內(nèi)浸入制品中。這種方法浸油效率高、速度快。
普通浸油:把清洗干凈的燒結(jié)制品放入機油(一般為20~30號機油)中浸泡,油在制品的毛細管力作用下。
浸入到制品的孔隙中,此法浸油效率低、浸油時間長,需幾小時,用在含油率不高的制品中。
粉末冶金制品浸油工序操作原理是鐵基含油軸承燒結(jié)后進行浸油處理,粉末冶金潤滑油即進入制品孔隙中。
當軸轉(zhuǎn)動時,與套發(fā)生動摩擦生熱;使軸承溫度上升,油遇熱膨脹;從孔隙中流出到軸與軸套之間起到自動供油,形成的油膜起潤滑減摩作用。
")
使用不銹鋼粉末冶金有哪些注意事項?
不銹鋼粉末冶金可制成零件,將在感應(yīng)爐內(nèi)熔煉成的不銹鋼水由噴嘴漏孔流出,用高壓水進行霧化,冷凝后得到不銹鋼粉末。
粉末經(jīng)脫水、干燥、分級、退火等工序處理,水霧化不銹鋼粉末的松裝密度為2.5~3.2g/cm。在550~830MPa壓力下壓制成形。
使用不銹鋼粉末冶金的注意事項:
1、避免側(cè)壁上的凹槽和凹孔,以便于壓實或減少剩余的砌塊。
2、避免局部薄壁,以粉末壓實并防止裂縫。
3、避免增加沿壓制方向的橫截面積,以利于壓制。每面墻的連接處應(yīng)采用圓角或倒角過渡,以避免尖角,這將有助于壓實,并防止應(yīng)力集中在模具或壓塊中。
4、盡量采用簡單對稱的形狀,以避免過度的橫截面變化和狹窄的凹槽、球面等,以便于模制和壓實。
感覺小編寫得不錯,給小編點個贊吧!
點贊最近更新
-
粉末冶金模具與產(chǎn)品的區(qū)別(粉末冶金模具多少錢一套)
時間:09-19 閱讀:176次

-
粉末冶金燒結(jié)的四個過程(粉末冶金燒結(jié)溫度如何確定)
時間:09-19 閱讀:279次

-
粉末冶金燒結(jié)的三個階段(粉末冶金燒結(jié)溫度如何確定)
時間:09-17 閱讀:400次
-
粉末冶金銅和鑄造銅的區(qū)別(粉末冶金和鑄造的優(yōu)缺點)
時間:09-16 閱讀:293次

-
銅基粉末冶金如何加工的(銅基金屬粉體材料主要做什么)
時間:09-13 閱讀:142次

-
鐵基粉末冶金件的表面處理(鐵基粉末冶金燒結(jié)工藝)
時間:09-13 閱讀:194次

-
304粉末冶金的導熱系數(shù)(316l粉末冶金)
時間:09-13 閱讀:219次
-
粉末冶金的粉末金屬(粉末冶金主要成分)
時間:09-13 閱讀:182次

欄目
熱門閱讀
-

粉末冶金精度高嗎?精度可以達到多少?
時間:07-04 閱讀:10244次
-

粉末冶金強度多少?強度不足原因是什么?
時間:09-23 閱讀:7848次
-

粉末冶金與翻砂鑄造的優(yōu)劣對比
時間:08-25 閱讀:7238次
-

粉末冶金與壓鑄的的優(yōu)劣對比
時間:08-25 閱讀:6782次
-
粉末冶金與切削加工的優(yōu)劣對比
時間:11-16 閱讀:6566次
-

粉末冶金強度怎么?為什么還被廣泛應(yīng)用?
時間:10-29 閱讀:5824次
-

粉末冶金究竟是什么?其特點以及工藝流程怎么樣?立馬為你分享
時間:02-24 閱讀:5768次
-

粉末冶金工藝優(yōu)缺點分析,一文讀懂
時間:07-08 閱讀:5716次
-

干貨:粉末冶金制品的13種成型技術(shù)
時間:12-16 閱讀:4686次
-
粉末冶金與切削加工的優(yōu)劣對比
時間:11-16 閱讀:3984次